
दृश्य: 0 लेखक: साइट संपादक प्रकाशित समय: 2025-05-16 मूल: साइट
एल्यूमीनियम इस दुनिया में इमारत और निर्माण उद्योगों के खिड़कियों और दरवाजों में उपयोग किए जाने वाले विनिर्माण प्रोफाइल का उपयोग किया जाता है। और हमारे पॉलीमाइड थर्मल ब्रेक स्ट्रिप्स का उपयोग 30 वर्षों से अधिक के लिए थर्मिनियम एक्सट्रूज़न एक्सट्रूज़न असेंबली को तोड़ने के लिए किया गया है, और एक दशक से अधिक समय से उत्तरी अमेरिका में उपयोग में है। अलग -अलग प्रदर्शन आवश्यकताओं को पूरा करने के लिए स्ट्रिप्स विभिन्न प्रकार के कॉन्फ़िगरेशन के साथ उपलब्ध हैं। पॉलीमाइड स्ट्रिप सिस्टम का उपयोग करके थर्मल ब्रेक बनाने में 3 चरण शामिल हैं:

1। प्रोफ़ाइल न्यूरलिंग
एक न्यूरलिंग व्हील का उपयोग 0.15 मिमी और 0.30 मिमी लंबे के बीच 'दांतों' का उत्पादन करने के लिए किया जाता है, जो इनर और बाहरी एक्सट्रूडेड प्रोफाइल की जेब में होता है जो कि फ्रेम को शामिल करने के लिए स्ट्रिप द्वारा शामिल हो जाएगा। ये 'दांत ' क्रिमिंग प्रक्रिया के दौरान पट्टी में काटेंगे और समग्र प्रोफ़ाइल के लिए पर्याप्त कतरनी ताकत का बीमा करेंगे।
2। स्ट्रिप सम्मिलन
आमतौर पर, पॉलीमाइड स्ट्रिप को विशेष उपकरणों का उपयोग करके एक्सट्रूज़न प्रोफ़ाइल में खींचा या धक्का दिया जाता है। हालांकि, मैनुअल सम्मिलन का उपयोग भी किया जा सकता है, और असेंबली के तरीके हैं जो स्ट्रिप पर प्रोफ़ाइल को खींचते हैं या धक्का देते हैं। पसंदीदा विधि इंस्टॉलर तक है।
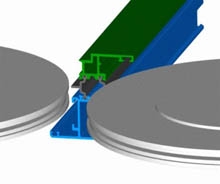
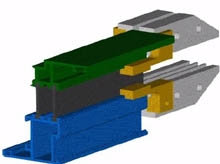
3।
पहियों के तीन सेटों को स्ट्रिप पर एक्सट्रूज़न को घुमाएं और यंत्रवत् घटकों को एक साथ लॉक करें। 1300 पाउंड से अधिक दबाव चरणों में लागू किया जाता है, और परिणामस्वरूप एल्यूमीनियम/स्ट्रिप असेंबली तब लोड-असर समग्र के रूप में कार्य करेगा। कतरनी परीक्षण आमतौर पर समय -समय पर यह सत्यापित करने के लिए आयोजित किया जाता है कि प्रक्रिया ने एक विधानसभा का उत्पादन किया है जो आवश्यकतानुसार संरचनात्मक रूप से प्रदर्शन करेगा।
लेख 'http: //www.aec.org/page/ea_polyamide ' से प्राप्त किया गया